




我们为您呈现了一部精彩绝伦的绗磨管大口径厚壁珩磨管厂家直接面向客户产品视频,让您感受产品的独特之处。
以下是:绗磨管大口径厚壁珩磨管厂家直接面向客户的图文介绍

浙江绍兴企业旺旺珩磨管绗磨管油缸管热轧绗磨管后的区别热轧精密钢管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机控制轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。


安达液压机械有限公司批发零售: 浙江绍兴调质光轴,货源充足,常备库存,现货充足,目前公司客户遍布全国各地,公司一贯重合同、守信用,在业界内享有较高的商业信誉,且有雄厚的经营实力,能稳健地向客户提供产品的营销服务,公司优势:货源充足,价格合理,高端服务,宁可一诺不许,许则一诺千金,欢迎新老客户来电咨询洽谈。




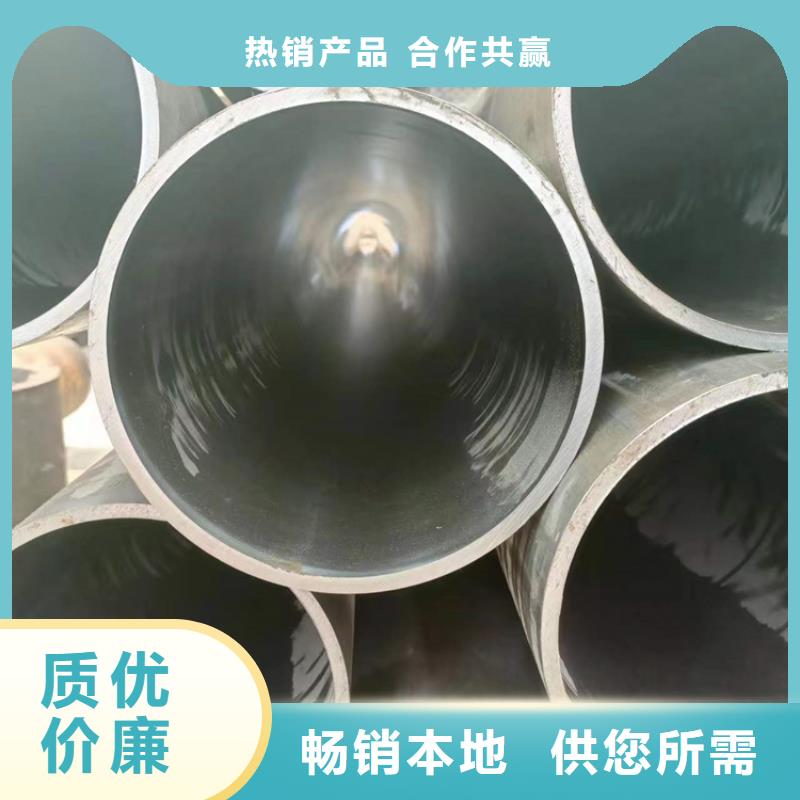
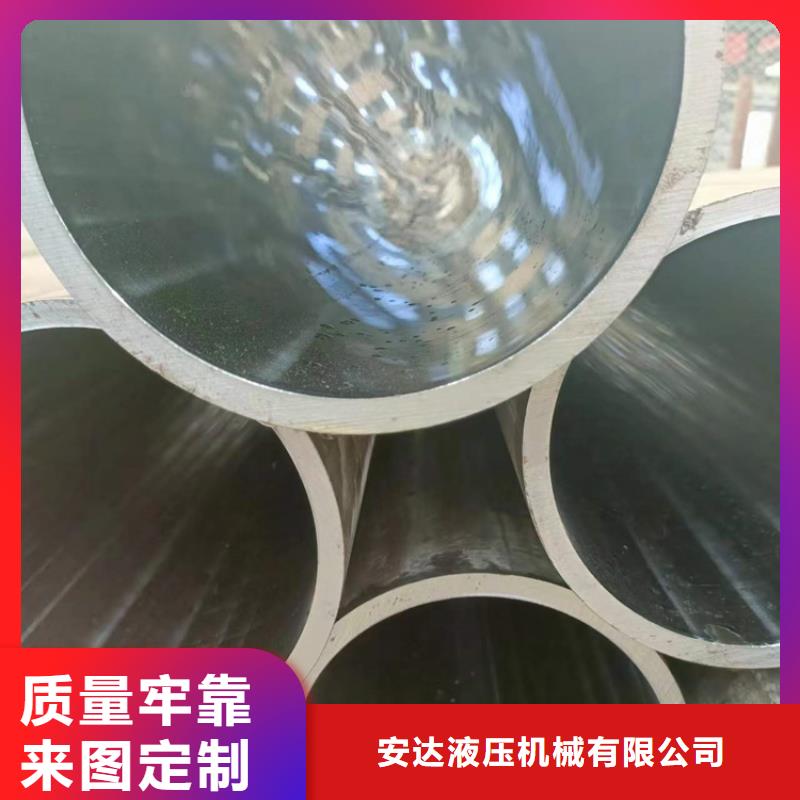
浙江绍兴企业旺旺珩磨管绗磨管油缸管小口径绗磨管公司生产品种规格为:内径直径30mm—300mm,壁厚为2mm—40mm。技术条件为:内孔精度H5—H10,内孔粗糙度Ra≤0.63um,直线度≤0.3mm/m小口径绗磨管是用4~6根砂条组成的珩磨头对内孔进行光整加工。珩磨不但生产率高,并且加工精度也很高,一般尺寸精度可达IT5~IT6级,表面粗糙度可达0.8~0.1μm,并且能修正孔的几何形状偏差。为进一步提高珩磨生产率,珩磨工艺朝着强力珩磨、自动控制尺寸的自动珩磨、电解珩磨和超声珩磨等方向发展。珩磨机油石工作压力对珩磨切削性能影响很大,直接影响切削效率、珩磨油石磨损量和工件精度与粗糙度。当珩磨工作压力大时,珩磨切削量和珩磨油石磨损量都大,加工精度和表面粗糙度也差。珩磨工作压力小时,切削量和珩磨油石磨损量都小,加工精度和表面粗糙度则好


浙江绍兴企业旺旺珩磨管绗磨管油缸管绗磨管几大优点1、提高表面粗糙度,粗糙度基本能达到Ra≤0.08μm左右。2、修正圆度,椭圆度可≤0.01mm。3、提高表面硬度,使受力变形,硬度提高HV≥4°4、加工后有残余应力层,提高疲劳强度提高30%。5、提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用反而降低。对冷拔20#绗磨管的质量进行考察,还必须要考虑到冷变形强化方面的内容和意义,首先是需要考虑到强化的具体材料和手段,因为有很多的材料是不能利用热处理的方法来进行强化的,因此,这种冷变形的强化方式就显得尤为重要了,再从更为长远的方向来进行考虑,冷处理方法能够冷拔20#绗磨管在使用过程中的保障性,因此,这种管道材料的优势显得更为明显,所以,推广度也比较高。



